



 扫一扫
扫一扫


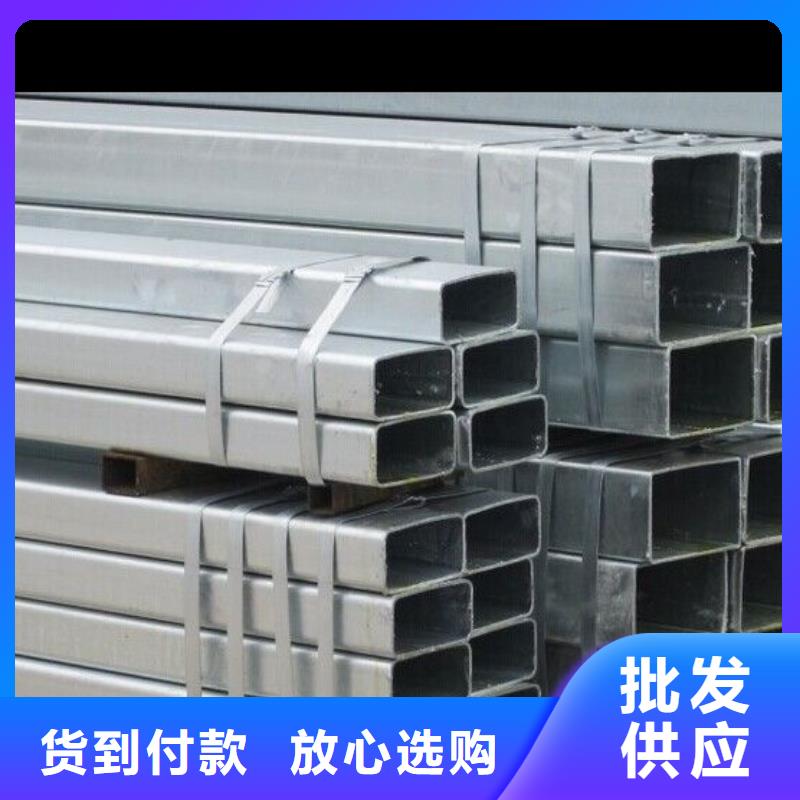
碳钢高压锅炉管能够替代碳钢石油裂化管吗代用钢材有必要附有钢厂完好的质量证明书(或复印件)且与什物相符,钢材的质量应契合 级、部级及专业级有关技能条件(以 版为准)。如质量证明书(或复印件)数据不全或技能要求不全,应由建设单位按资料所要求项目进行查验,提出合格后方可运用。 压力容器用钢的代用钢材应恪守"压力容器安全督查规程","钢制石油化工压力容器规划规则"及其它有关标准规范对其运用约束和规模的规则。含碳量的约束;规划压力的约束和规模;运用温度的约束和规模;介质的约束和规模;对资料的特殊要求。
代用钢材应契合规划的要求。机械功能、化学成分、耐腐蚀性对规划条件(温度、压力、介质、结构)的适应性。制作加工工艺的适应性(特别要注意焊接工艺、焊接资料、焊接热处理及冷热加工功能等)。钢材彼此代用所引起的热应力和异种钢焊接的要求。



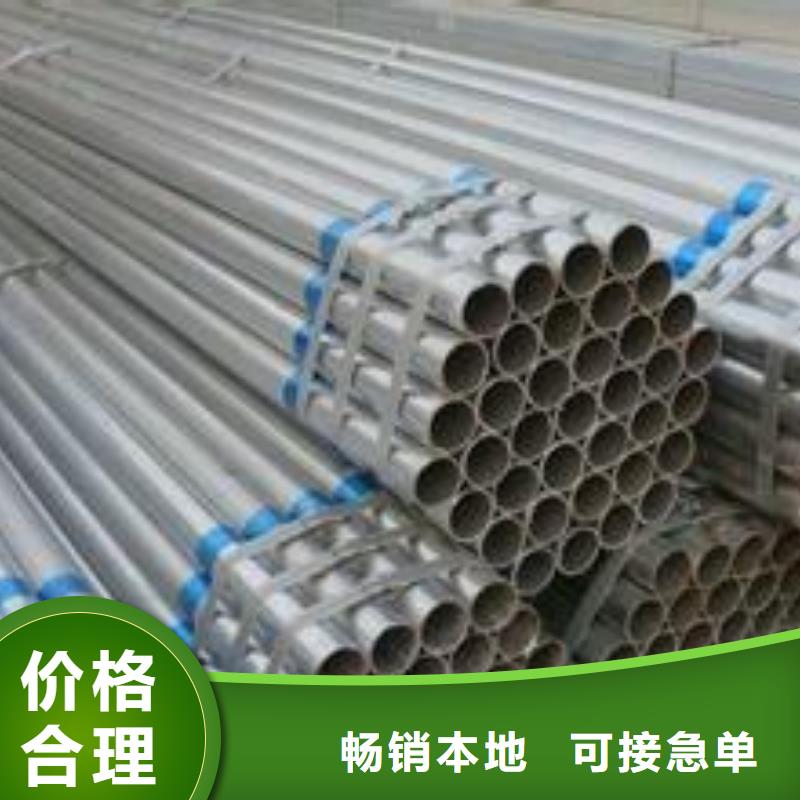
1质量差的不锈钢复合管由于加工的不到位,外表会产生很多的毛刺,而这些毛刺又会很容易刮伤管材外表,因而 个鉴
别办法就出来了,外表上有很多划痕的就是质量不好的。
2质量差的不锈钢复合管厂家为了到达大的负公差会将产品加工时的压下量加大,,这样会招致废品的横筋细而且低,所以
假如发现方管有这样的状况的话 不要买



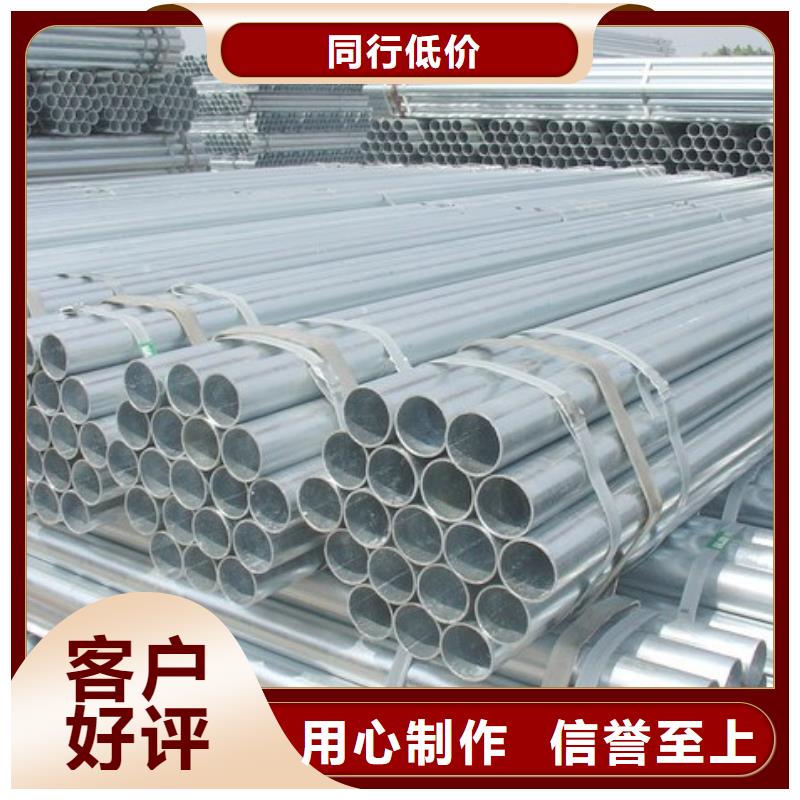
鑫森通达无缝钢管有限公司资质好,设备先进,堪称高质量的 云南昆明方管公司,荣获云南昆明工商管理局颁发的重合同守信用企业,为做好优良的 云南昆明方管打下坚实的基础。






技术支持:s797.com