简约而不简单,我们的镀锌钢管精密钢管专业生产设备产品视频将用最直观的方式展示产品的核心价值。
以下是:镀锌钢管精密钢管专业生产设备的图文介绍

“客户信赖品牌 江苏连云港35crmo精密钢管供货商”是我们企业追求的目标,我们也时刻以此来严格要求自己。鑫邦源特钢有限公司期待在关键的时候为您提供为全面的现场解决方案以及完善的产品和服务。
企业目标:专业、诚信、产品供应商客户信赖的品牌供应商 经营理念:专业、诚信、值得信赖
服务宗旨:以合理的价格、完善的服务,提供高质量的 江苏连云港35crmo精密钢管产品,以客户需求为导向,以提高客户生产效率及质量为目标,不断引进国外先进技术同产品,为客户带来更为全面的现场解决方案。



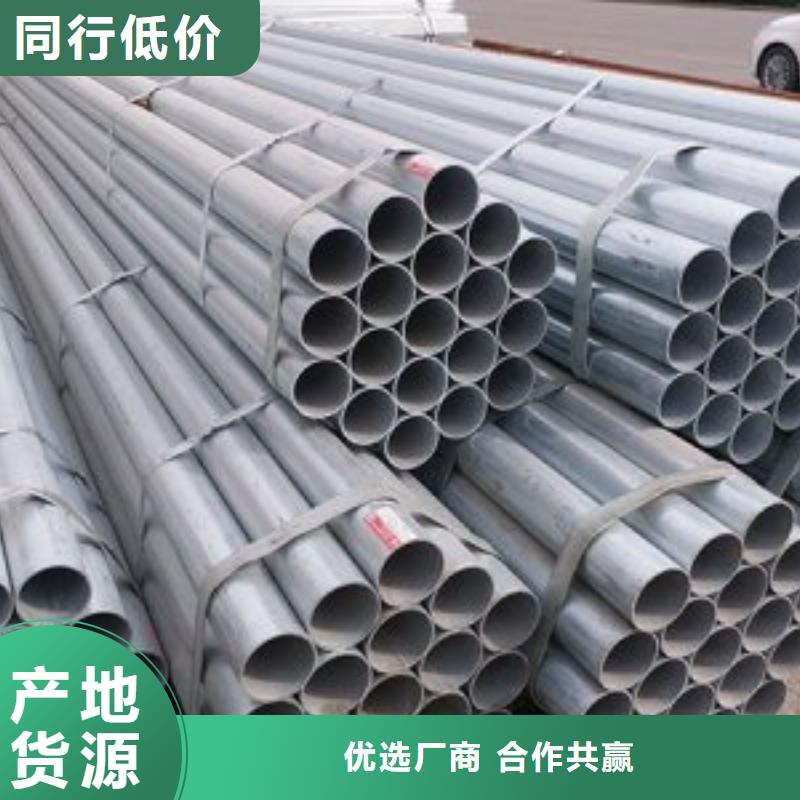
镀锌无缝钢管厂告诉你不同环境下的使用年限
热浸镀锌工艺是一种相对稳定可靠的钢表面处理方案,可抵抗环境腐蚀。影响热浸镀锌的因素很多,如钢基材的组成、表面状态(如粗糙度)、基材的内部应力、几何尺寸等。其中,基材的厚度对镀锌厚度有很大影响。热浸镀锌,钢管越厚,热浸镀锌的厚度越厚。以4.5mm厚镀锌无缝管为例,说明了不同环境下的使用寿命。
如果无缝管基材的厚度为4.5mm,可根据gbT13192-2002热浸镀锌规格进行已知。
根据标准要求,基材为4.5mm,局部厚度不得小于55米,平均厚度不得小于70米。从1964年到1974年,根据日本进行的大气暴露试验结果,它是热浸镀锌协会。
如果按照标准,平均厚度为 70 m,则锌含量为 70x7.2 = 504g/m2,在四个不同环境下的使用寿命约为:
重工业区:12.57年,年腐蚀度40.1;
沿海地区:46.66年,年腐蚀率10.8。
在郊区,年腐蚀率为5.4,93.33;
市区:28.8年,年腐蚀度17.5;



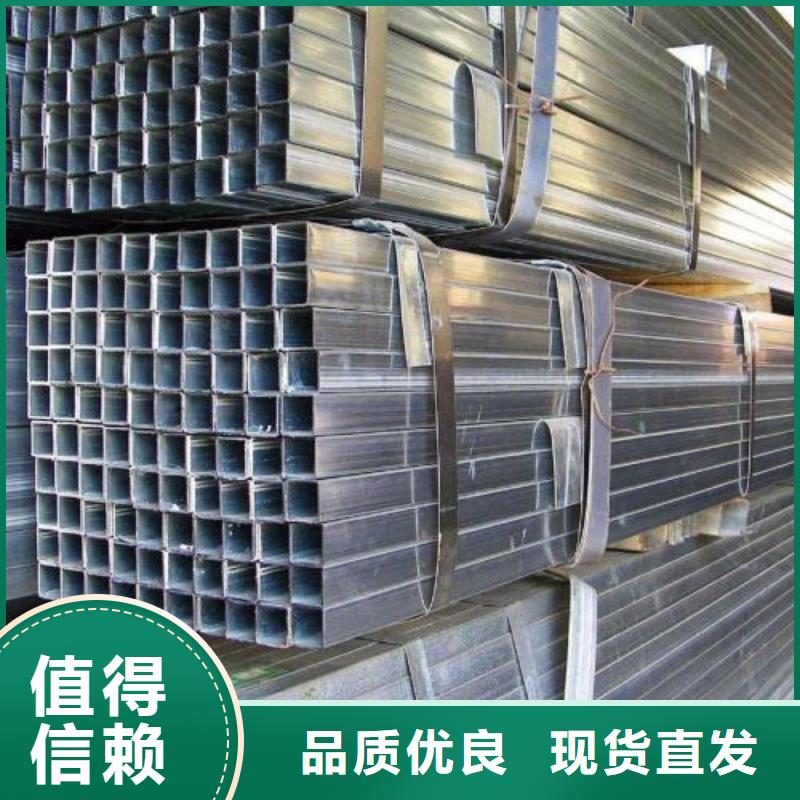
棚的外表面被润滑并且不容易脱落,因此延长了棚膜的使用寿命。运输和安装方便,通过折弯机,天花板高度,弧度,肩高,视点可任意曲折。结构管两端的橡胶和塑料塞用粘合剂密封,以完全覆盖金属表面,从而使地下部分永不生锈。脚手架中心没有支柱,大大增加了栽培面积,节省了工作量,可以机械操作,提高了工作效率。
投资少,工厂规划可大可小,厂房可200平方米,原材料在县级以上城市。生产效率高。根据蔬菜大棚的跨度,壁厚可以任意调节。成本低,可根据大跨度,小规格和大钢管标准来选择可以收回,可以收回三分之一的投资。
以上资料均由温室整理。温室,温室配件,温室框架,温室配件,温室框架,温室,玻璃温室,温室蔬菜,花棚,温室花卉等。
主要配件:宝膜,防雾膜,阻隔寿命,遮阳网,铝箔遮阳网,隔热材料,车顶槽,车顶槽支架,卡槽,挡圈,盖黄,拉簧,风夹,引出几种钢,烟斗,太阳轮。在棚子的驱动侧,有铝,苗床,弯板机,压膜绳,防虫网,筛网,温室桁架,拱管箍,卷膜机,电动卷膜和拉帘电机。


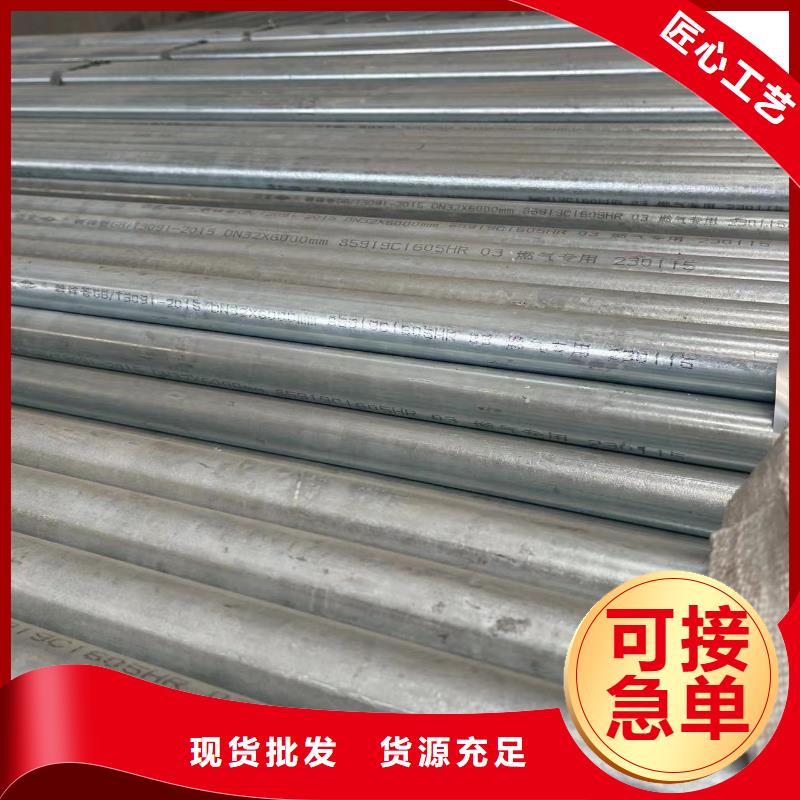
镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是最容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。





 扫一扫
扫一扫