不要犹豫,点击播放我们的景观护栏【【城市景观防护栏】】工厂自营产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:景观护栏【【城市景观防护栏】】工厂自营的图文介绍

不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。 不锈钢复合管、不锈钢钢管等无缝钢管是一种具有中空截面、周边没有接缝的圆形,方形,矩形钢材,广泛用于制造结构件和机械零件。热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。 控制措施:喷吹工艺参数。喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走;喷嘴高度应根据毛管直径进行调节,以保证对中良好,长时间停机要拆下喷嘴进行清洗。


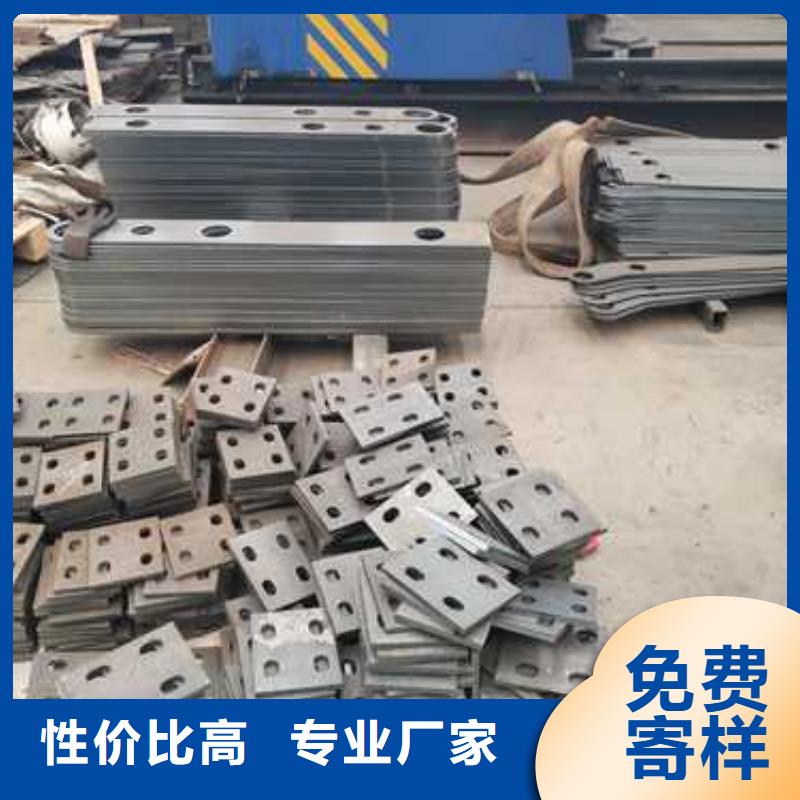
公司拥有自己的独立生产车间,无论是管材加工还是钢板件异型加工以及钢板表面处理都在本工厂内自行加工完成,减少中间环节。 服务优势:先进的服务理念、完善的服务体系 公司专业力量充足 工程案例众多、从业经验丰富 公司拥有专业的施工队伍,安装人员长期从事不锈钢复合管工程及金属护栏的施工项目,素质高、经验足,工程质量稳定可靠,并受到客户的一致好评 有专业运输物流和配货车队合作,大大降低运输费用的成本和缩短运输时间。 专业设计、制作和安装不锈钢复合管工程及金属栏杆工程。集设计、生产、销售与安装为一体的完整体系。 专业应于:桥梁栏杆、市政建设、景观护栏、体育器材、车辆机构、纺织机械、医疗设备等。 常年专业从事生产、销售内外衬不锈钢复合管,不锈钢复合管护栏的厂家,公司拥有完整的不锈钢及不锈钢复合管生产线24条,以及各类金属加工设备多套(数控等离子切割机、冲床、冼床等),公司还拥有独立的镀锌和喷塑车间,良好地处理好钢板表面效果。



聚晟护栏制造有限公司秉承“以人为本,科技创新”的崇高信念,以可靠的 三明尤溪【中央分隔栏】产品质量,优惠的销售价格,完善的售后服务,精益求精,追求完美,竭力欢迎新老客户垂询合作,愿与广大客户共创双赢的美好明天。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,清除焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法推荐采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时推荐采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。









 扫一扫
扫一扫